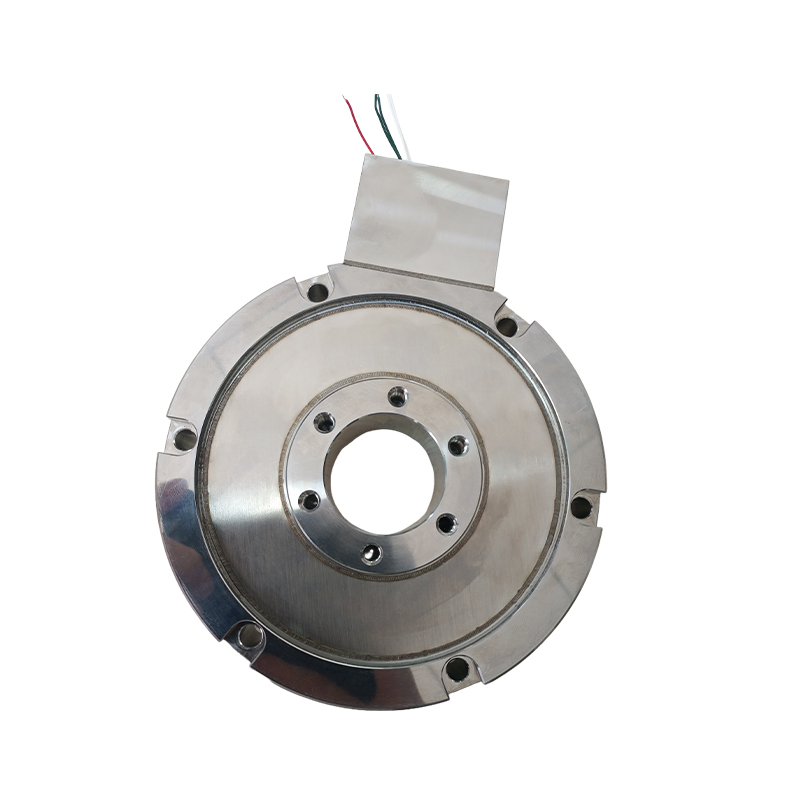
Flange Laser Welding 2
Customized according to drawings and quantities
Technical principles and advantages
Basic principle: Laser welding uses a high-energy-density laser beam (such as fiber laser or blue laser) to focus on the flange contact surface. Through the conversion of light and heat, the material is instantaneously melted and a weld seam is formed. For instance, the Raycus 2000W fiber laser welding machine can achieve precise fusion of flanges and pipes, with the heat-affected zone (HAZ) narrowed to 0.1-0.5mm, reducing material deformation.
Core advantages: Single-sided welding, narrow weld seams, high precision (±0.01mm tolerance), low heat input (reducing thermal deformation), compatibility with dissimilar materials (such as steel-aluminum hybrid welding), and adaptability to complex geometric structures (such as annular flanges, curved surface welding).
Customized requirements and parameter adaptation
Material selection: 304/316 stainless steel (corrosion-resistant), titanium alloy (biocompatible), aluminum alloy (lightweight), etc. The coating (such as Teflon anti-corrosion) or surface treatment (anodizing) should be selected based on the medium (such as acidic/alkaline environment).
Parameter optimization: Laser power (500W-10kW), welding speed (1-10m/min), focus position, pulse frequency, and shielding gas (argon/nitrogen for oxidation prevention) need to be adjusted according to material thickness (0.5-20mm) and weld type (butt welding/fillet welding). For instance, the car body flange adopts a "narrow gap + continuous welding" design, reducing material usage by over 30%.
Structural design: By optimizing the flange width through CNC machining (reducing it from the traditional 20mm to 5-10mm), adding reinforcing ribs or using rivet-free connections, the structural rigidity is enhanced (such as increasing the torsional strength of car doors by 20%).